規(guī)范作業(yè)人員操作此儀器的正確性使用,確保測(cè)試的準(zhǔn)確性及作好儀器的保養(yǎng)維護(hù)。
2.范圍
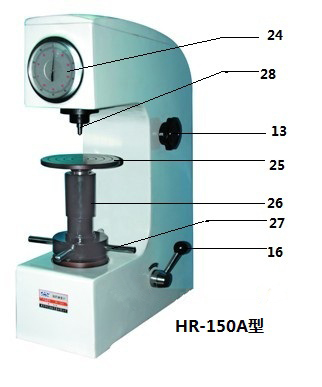
HR-150A型洛氏硬度計(jì)適用于硬質(zhì)合金、碳鋼、合金鋼、鑄鐵、有色金屬等材料的洛氏硬度檢測(cè)。
3.定義
硬度是材料抵抗彈性變形,塑性變形或破壞的能力。對(duì)于以壓入法進(jìn)行的硬度試驗(yàn),硬度是物質(zhì)抵抗另一較堅(jiān)硬的具有一定形狀和尺寸的物體壓入其表面的能力。
4.主要技術(shù)參數(shù)
測(cè)量范圍:20-88HRA,20-100HRB,20-70HRC
試 驗(yàn) 力:588.4、980.7、1471N(60、100、150Kgf)
指示器刻度: C:0-100 B:30-130
試件最大高度: 加絲桿保護(hù)套時(shí)為100㎜
不加絲桿保護(hù)套時(shí)為170㎜
壓痕中心至機(jī)壁距離:135㎜
硬度分辨率:0.5HR
5. 操作使用方法
5.1 試驗(yàn)前的準(zhǔn)備工作
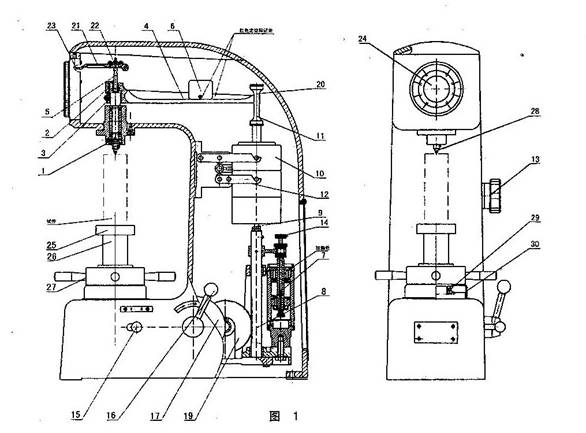
5.1.1 調(diào)整主試驗(yàn)力的施加速度:手柄(16)置于卸荷位置,手把(13)轉(zhuǎn)到1471N的位置,將35-55HRC的標(biāo)準(zhǔn)硬度塊放在工作臺(tái)上,旋轉(zhuǎn)手輪(27)使硬度塊頂起主軸,加上初試驗(yàn)力,拉動(dòng)手柄(16)加主試驗(yàn)力,觀察指示表大指針,從開始旋轉(zhuǎn)到停止的時(shí)間應(yīng)在4-8秒范圍內(nèi)。如不符合,轉(zhuǎn)動(dòng)油針(14)進(jìn)行調(diào)整,反復(fù)進(jìn)行,至到合適為止。
5.1.2 試驗(yàn)力的選擇:根據(jù)需要(參考圖二)選擇試驗(yàn)力,轉(zhuǎn)動(dòng)手把(13)使所選用的試驗(yàn)力數(shù)值對(duì)準(zhǔn)紅點(diǎn)。但必須注意,變換試驗(yàn)力時(shí),手柄(16)必須置于卸荷狀態(tài)(后極限位置)。
5.1.3 安裝壓頭:根據(jù)使用范圍選擇適當(dāng)壓頭。安裝壓頭時(shí),應(yīng)注意消除壓頭與主軸(1)端面的間隙。消除方法是:裝上壓頭并用螺釘(28)輕輕固定,然后將標(biāo)準(zhǔn)塊或試件放置于工作臺(tái)上,旋轉(zhuǎn)手輪(27)加上初試驗(yàn)力,拉動(dòng)手柄(16)使主試驗(yàn)力加于壓頭上,再將螺釘(28)擰緊,即可消除壓頭與主軸端面間的間隙。
5.1.4 試件的制備與選擇:試件應(yīng)具有一定得大小和厚度,應(yīng)能保證相鄰壓痕中心間與壓痕中心至試件邊緣的距離大于3毫米,試件最小厚度不應(yīng)小于壓痕深度的8倍。試驗(yàn)后,試樣的支撐面上不得有明顯的變形痕跡,其最小厚度取決于材質(zhì)及所采用的負(fù)荷,可參考以下試樣最小厚度表。
試樣最小厚度表
標(biāo)尺 硬度值HR 最小厚度(㎜) 標(biāo)尺 硬度值HR 最小厚度(㎜)
A 70 0.7 B 80 1.0
80 0.5 90 0.8
90 0.4 100 0.7
B 25 2.0 C 20 1.5
30 1.9 30 1.3
40 1.7 40 1.2
50 1.5 50 1.0
60 1.3 60 0.8
70 1.2 67 0.7
試樣一般為平面,如果對(duì)曲面試樣進(jìn)行試驗(yàn),而其曲率半徑不大時(shí),則試驗(yàn)結(jié)果應(yīng)進(jìn)行示值修正。對(duì)凸面試樣,應(yīng)當(dāng)加上修正量,對(duì)凹面試樣應(yīng)當(dāng)減去修正量。具體可參考圓柱試樣的修正量表。
試樣的安裝,必須保證所施加的試驗(yàn)力垂直于試驗(yàn)面。對(duì)于彎曲形狀及其他不規(guī)則形狀的試樣,必須采用相應(yīng)類型的專用工作臺(tái),并選擇正確的試驗(yàn)位置。例如對(duì)圓柱試樣,必須采用“V”形工作臺(tái)。
5.2.試驗(yàn)步驟
5.2.1 絲桿(26)頂面及被選用工作臺(tái)上下端面擦干凈,將工作臺(tái)置于絲桿(26)上端面上。
5.2.2試件支撐面擦干凈,放置于工作臺(tái)上,旋轉(zhuǎn)手輪(27)使工作臺(tái)緩緩上升,并頂起壓頭,到指示器的小指針指著紅點(diǎn),大指針旋轉(zhuǎn)三圈垂直向上為止(允許誤差±5個(gè)刻度,若超過(guò)5個(gè)刻度,此點(diǎn)作廢,重新試驗(yàn))。注意:工作臺(tái)上升時(shí),絕對(duì)不允許有后退現(xiàn)象,否則重新開始。
5.2.3 旋轉(zhuǎn)指示器(24)外殼,使C、B之間長(zhǎng)刻線與大指針對(duì)正(順時(shí)針或逆時(shí)針旋轉(zhuǎn)均可)。
5.2.4拉動(dòng)加荷手柄(16),施加主試驗(yàn)力,這時(shí)指示器的大指示器的大指針按逆時(shí)針?lè)较蜣D(zhuǎn)動(dòng)。
5.2.5 當(dāng)指示器指針的轉(zhuǎn)動(dòng)顯著停下來(lái)后,保持5秒鐘時(shí)間后,即可將卸荷手柄(16)以2-3秒時(shí)間推回,卸除主試驗(yàn)力。注意:主試驗(yàn)力的施加與卸除,均需在緩慢無(wú)沖擊狀態(tài)下進(jìn)行。
5.2.6 立即從指示器上相應(yīng)的標(biāo)尺讀數(shù),采用金剛石壓頭試驗(yàn)時(shí),按表盤外圈的黑體數(shù)讀值,采用球壓頭試驗(yàn)時(shí),按表盤內(nèi)圈的紅體數(shù)讀值。
5.2.7 轉(zhuǎn)動(dòng)手輪使試件下降,再移動(dòng)試件,按以上方法過(guò)程進(jìn)行新的試驗(yàn)。
注意: a試件一定要緊貼工作臺(tái)面移動(dòng);
b須保證相鄰壓痕中心之間及中心至邊緣的距離大于3㎜;
c通常情況下第一點(diǎn)試驗(yàn)只是用來(lái)抵消各支撐面間隙,試驗(yàn)結(jié)果不計(jì),應(yīng)當(dāng)從第二點(diǎn)統(tǒng)計(jì)試驗(yàn)結(jié)
果。
5.2.8 絲桿保護(hù)套(30)是為了保護(hù)絲桿(26)不受灰塵侵襲而設(shè)制的。硬度計(jì)不使用時(shí)或試件高度小于100㎜時(shí),將其套在絲桿外面。當(dāng)試件高度大于100毫米時(shí),必須將其拿掉,以免將工作臺(tái)頂起,使試驗(yàn)無(wú)效。
6. 維護(hù)、保養(yǎng)、調(diào)校與注意事項(xiàng)
6.1 洛氏硬度計(jì)應(yīng)當(dāng)在25±10℃,清潔無(wú)振動(dòng)的環(huán)境中使用。
6.2 硬度計(jì)長(zhǎng)時(shí)間不用時(shí),應(yīng)用防塵罩將機(jī)器蓋好。
6.3 定期在絲桿(26)與手輪(27)的接觸面注入少量機(jī)油。
6.4 如發(fā)現(xiàn)硬度計(jì)示值誤差偏大,可做如下檢查:
1)拿下工作臺(tái)檢查其與絲桿接觸面是否清潔;
2)檢查絲桿保護(hù)套是否頂起工作臺(tái)面;
3)檢查壓頭是否損壞。
6.5 若施加主試驗(yàn)力時(shí),指示器指針開始轉(zhuǎn)動(dòng)很快,然后緩慢轉(zhuǎn)動(dòng),說(shuō)明緩沖器內(nèi)機(jī)油過(guò)少,此時(shí)可掀起緩沖器(7)上端的氈墊,慢慢地注入清潔的20#機(jī)油,同時(shí)多次拉推手柄(16),使活塞上下多次移動(dòng),將緩沖器內(nèi)空氣全部排除,直到活塞沉到底時(shí)有油溢出為止。注意:由于受溫度影響油缸中機(jī)油容易產(chǎn)生稀稠變化,從而影響加荷速度,應(yīng)視情況及時(shí)調(diào)整油針(14)使之達(dá)到使用要求。
6.6 用本機(jī)配帶標(biāo)準(zhǔn)硬度塊定期檢查硬度計(jì)示值精度。
6.6.1將工作臺(tái)及標(biāo)準(zhǔn)塊擦凈,在硬度塊工作表面進(jìn)行試驗(yàn),絕不允許在支撐面上試驗(yàn)。
6.6.2若示值誤差較大,除按本節(jié)6.4檢查外,還應(yīng)檢查標(biāo)準(zhǔn)硬度塊支撐面是否有毛刺,若有毛刺應(yīng)用油石打光。
6.6.3在標(biāo)準(zhǔn)塊不同位置試驗(yàn)時(shí),硬度塊應(yīng)緊貼工作臺(tái)面拖動(dòng),嚴(yán)禁拿離工作臺(tái)。
6.6.4硬度計(jì)的示值調(diào)整:若通過(guò)以上工作,硬度計(jì)示值誤差仍然較大,可通過(guò)調(diào)整調(diào)整板(22)的前后位置,以達(dá)到示值精度要求。方法是:松開調(diào)整板(22)的上前后兩個(gè)M3螺絲,前后移動(dòng)調(diào)整板(22)位置即可。注意向指示器方向移動(dòng)時(shí),示值增大,反之示值減少。調(diào)整結(jié)束后應(yīng)固定緊已經(jīng)松開的兩個(gè)M3螺絲。如調(diào)整后發(fā)現(xiàn)指示器指針不豎直向上,可松開調(diào)整板中間的M3螺絲上的背冒,旋轉(zhuǎn)此螺絲即可使指針達(dá)到要求。
6.6.5當(dāng)硬度計(jì)出現(xiàn)非正?,F(xiàn)象時(shí),請(qǐng)勿自行拆卸固定裝配的零配件;請(qǐng)告知相關(guān)部門及領(lǐng)導(dǎo),及時(shí)通知廠商維修保養(yǎng)。
7.洛氏硬度計(jì)實(shí)物圖片及圖表
洛氏硬度計(jì)使用范圍
洛氏硬
度標(biāo)尺 硬度符號(hào) 壓頭類型 初試驗(yàn)力F0(公斤) 主試驗(yàn)力F1(公斤) 總試驗(yàn)力F(公斤) 常數(shù)K 適用范圍 應(yīng)用舉例
A HRA 金剛石圓錐壓頭 10 50 60 100 20-88HRA 硬金屬及硬質(zhì)合金
B HRB 直徑1.5875mm球壓頭 10 90 100 130 20-100HRB 有色金屬及軟金屬
C HRC 金剛石圓錐壓頭 10 140 150 100 20-70HRC 熱處理結(jié)構(gòu)鋼、工具剛
D HRD 金剛石圓錐壓頭 10 90 100 100 40-77HRD 表面淬火鋼薄鋼
F HRF 直徑1.5875mm球壓頭 10 50 60 130 60-100HRF 有色金屬
G HRG 直徑1.5875mm球壓頭 10 140 150 130 30-94HRG 珠光體鐵、銅鎳、鋅合金
圖表二
A標(biāo)尺:適用于測(cè)定硬度超過(guò)70HRC的金屬,如碳化鎢、硬質(zhì)合金,也可以測(cè)定硬的薄板材料及表面層淬硬的材料。
B標(biāo)尺:用于測(cè)定有色金屬及其合金,退火鋼或未經(jīng)淬硬的鋼制品等較軟或中等硬度材料。
C標(biāo)尺:用于測(cè)定碳鋼、工具鋼及合金鋼等經(jīng)過(guò)熱處理的鋼制品材料的硬度。
8.洛氏硬度測(cè)量方法與原理
洛氏硬度測(cè)量實(shí)際測(cè)量的是壓痕深度,將在規(guī)定的試驗(yàn)條件下所測(cè)得的壓痕深度換算為
硬度單位。其作用原理見(jiàn)下圖:
(1)首先加載初試驗(yàn)力F0,將壓頭(金剛石圓錐壓頭或球壓頭)壓入試件表面,計(jì)初
始位移h0
(2)然后加載主試驗(yàn)力F1,保持一定時(shí)間,此時(shí)壓頭位移為h1,之后卸除主試驗(yàn)力F1
(3)保持初試驗(yàn)力F0,測(cè)量此刻的壓頭位移h2
(4)按下述公式,計(jì)算出洛氏硬度值(式中位移單位為mm)